おはようございます!シータケ@食品工場です。
今日は「製造ライン、器具備品は洗浄後に殺菌をしよう」ということで解説していきます。
しっかり洗浄できていれば殺菌なんて不要じゃないか!?と思う方も多いと思いますが、「必要」なんです。
今回の記事を読めば、洗浄後に殺菌をする理由がよくわかり、より製造ラインを衛生的に保つことが出来るようになりますので、最後までご覧いただければ幸いです。
はじめに
まずはじめに、なぜ殺菌が必要なのかご説明させていただきます。
先日以下の記事で「ラインをしっかり洗浄しよう」ということで以下の記事を書きました。忘れている方はご一読ください。

上記の記事の通り、しっかりと洗浄できていれば「汚れ」は除去することができます。
しかしながら、実はそこにはまだ目に見えない「微生物」が存在していて、このまま製造した場合、製品にこの「微生物」が混入してしまうことになります。
なぜ微生物が存在しているのか、どこから混入してくるのか?
それは洗浄器具や、備品、環境、人の手には微生物がたくさん存在しているからです。
これらの洗浄に関わる環境には食品のわずかな残渣が残りやすく、それを栄養に微生物が増殖します。衛生的にたもつ努力はできますが、全て無菌にすることは不可能に近く、洗浄が完了したものを殺菌する方が現実的であるという事実があります。
食品衛生法ではそのまま食べるような食品は食中毒のリスクを下げるために「大腸菌群」が陰性(検査してもでてこない)であることを規格にしています。

即ち、万が一この菌が出てきた場合は、製品を回収しなければいけませんので、ラインを洗浄したあとに、十分に殺菌する必要があるのです。
では続いて、具体的な「殺菌方法」にはどんな手段があるのか見ていきたいと思います。
殺菌方法
熱湯殺菌する
「80℃×5分以上の殺菌が出来ていれば必要十分」と考えられます。
厚生労働省の大量調理施設衛生管理マニュアル(リンク)によれば、一般的な食中毒菌は75℃×1分、ノロウイルスは85℃×1分の加熱で死滅することがわかっており、ガイドラインにもその旨が記載したうえで、調理器具については80℃×5分以上の殺菌を実施することが明文化されています。

■器具や備品の殺菌方法
80℃×5分以上の熱湯殺菌槽に漬け込むことで殺菌が可能です。
■製造ラインの殺菌方法
80℃×5分以上の熱湯を配管の中を通すことで殺菌が可能となります。
■メリット
熱が伝わることで触れている対象物の構造の奥の方まで殺菌することができます。たとえば、パッキンの隙間や、設備のシール部の裏など、液が直接触れにくいような部分でも温度が上がることで殺菌が可能となります。
■デメリット
タンクの天面など、熱湯に触れない部分の殺菌は担保されないため、菌が残っている場所があった場合に殺菌しきれないことがある。また、熱湯を扱うので非常に危険作業になります。しっかりと保護具をつけて作業に臨みましょう。私が使用したことがある保護具は以下ですので参考にしてください。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/4055a8fc.37fd8be1.4055a8fd.dff071a0/?me_id=1232231&item_id=10269514&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fshopdeclinic%2Fcabinet%2Faz023153%2F09003902_ec.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

手の根本まで覆える手袋が良いです。手袋の中に熱湯や蒸気が入る可能性も考えられます。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/4055b1e9.a0f78409.4055b1ea.e01d9d11/?me_id=1258677&item_id=10001109&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fshizaicom-rt%2Fcabinet%2Fdailove%2Fimgrc0078443817.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/4055bfb7.67131864.4055bfb8.b500d0aa/?me_id=1298758&item_id=10025833&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fimaginelife%2Fcabinet%2Fkohshin%2Fkohshin1%2Fimgrc0092833996.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/4055c18a.2649e519.4055c18c.72c0e0b7/?me_id=1352096&item_id=10000007&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fsanko-hakui%2Fcabinet%2Fmem_item%2F06263561%2Fitem_08_01.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
蒸気殺菌する
こちらも同様に「75℃×1分の殺菌が出来ていれば必要十分」と考えられます。
■器具や備品の殺菌方法
蒸気殺菌槽で処理しましょう。100℃の蒸気で殺菌しますので、中の環境が75℃以上になってから1分以上たっていれば殺菌が完了していると考えられます。正確には備品のおきかたなどによっても温度の上がり方や殺菌の効果は変わりますので、あらたに設備を導入する場合は「ふきとり検査」で菌が死滅していることを確認すると良いと思います。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/403eb2e6.901fb0eb.403eb2e7.aec7d3f8/?me_id=1296818&item_id=10218532&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fkoshiji%2Fcabinet%2Fimage54%2F0117804513_1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
■製造ラインの殺菌方法
配管やタンクに蒸気をつないで工程を殺菌しましょう。表面温度計で設備の外側の温度を測定して、75℃1分を超えていれば、設備の内側は蒸気でもっと高い温度になっているので十分に殺菌出来ていると判断できるでしょう。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/40559732.ee6b65c2.40559733.9110f781/?me_id=1199414&item_id=10025702&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2F5959mammy%2Fcabinet%2Fmdb5%2F4580488615300_21.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
■メリット
熱湯殺菌と同様に熱が伝わることで触れている対象物の構造の奥の方まで殺菌することができます。また蒸気なので設備の中を隅々まで満たすことができるため、広範囲を殺菌することができます。
■デメリット
・蒸気のドレンから錆が出てくることが多いので異物混入のリスクがあります。工程殺菌した後に衛生的な水でしっかりとすすぎましょう。
・温度が高いためパッキンや計器の類など耐熱性が十分に無い物は取り外して殺菌をする必要があります。
・やけどの危険があるので保護面、エプロン、長靴など安全対策をしっかりとしましょう。
次亜塩素酸ナトリウムで殺菌する
「200ppm×10分の浸漬が出来ていれば十分」です。
東京都保健医療局の指針(リンク)によれば、200ppm×10分の浸漬で殺菌を実施する旨の資料がありますので、この濃度と時間での管理がポイントになります。
■器具や備品の殺菌方法
200ppm×10分以上漬け込むことで殺菌が可能です。
■製造ラインの殺菌方法
同上です。
■メリット
加熱などの大掛かりな設備が要らないので、比較的容易に殺菌をすることができます。また、次亜塩素酸ナトリウムも比較的安価のため、手に入りやすいです。以下のような食品添加物グレードのものを使用しましょう。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/4055fbc2.f4f52df4.4055fbc3.b2a4683a/?me_id=1255411&item_id=10000027&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fauc-garlic%2Fcabinet%2F01359840%2Fenso-r12.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
■デメリット
パッキンの裏など次亜塩素酸ナトリウムの水溶液が浸潤しないようなところには殺菌効果が無いこと。実際に設備を動かし始めた後に摺動部から菌が出てくることもあるので、注意が必要です。
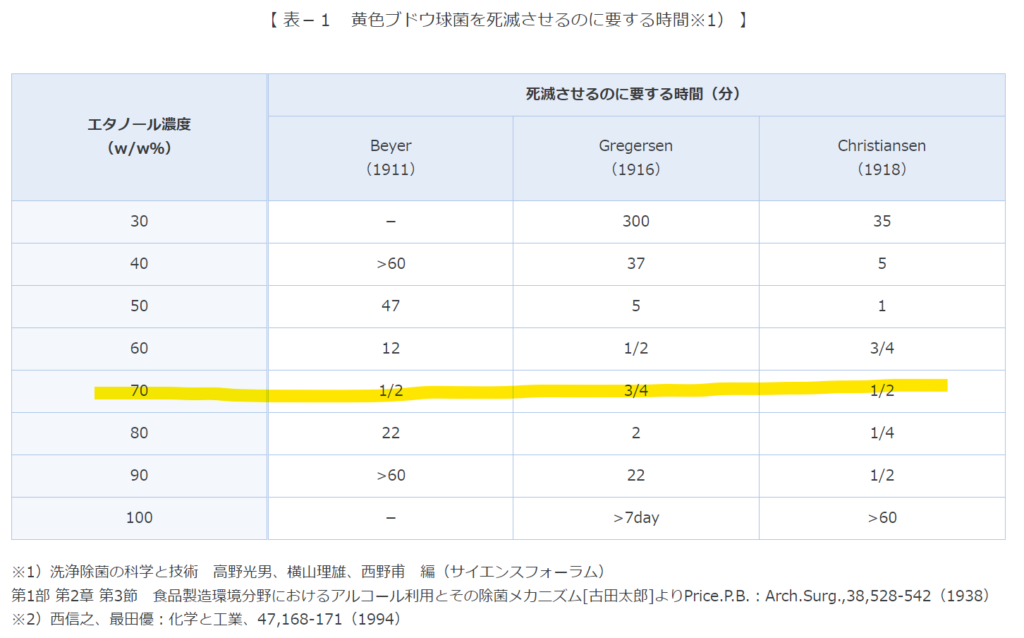
エタノールで殺菌する
70%の殺菌用エタノールを噴霧して吹き上げることで殺菌が可能です。たとえば食中毒菌で代表的な黄色ブドウ球菌ですが、およそ1分ほどエタノールに接触していると死滅するというデータがあります。
殺菌用エタノールにはわずかに食品に混入することも想定して、以下のような食品添加物グレードのものを使用しましょう。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/40561414.df364a9f.40561415.1dfaefa6/?me_id=1238378&item_id=10000174&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fecoidea%2Fcabinet%2Feco_quick%2Famazon_jokin75_b.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
紫外線で殺菌する
紫外線を照射して殺菌することも可能ですが、この場合紫外線が暴露されていない面は殺菌効果がありませんので、注意が必要です。
ちょっとした小さな備品であれば以下のような器具で紫外線殺菌することも可能です。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/40561d54.17a371fd.40561d55.4fca2898/?me_id=1216162&item_id=10015145&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fpetech%2Fcabinet%2Fitem2%2F011424.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
まとめ
いかがだったでしょうか。
洗浄した後の「殺菌」はあまり重要視していない方も多いのではないでしょうか。
特にそのまま喫食するような製品を作っている方々は非常に重要な管理になりますので、ぜひぜひこの記事を参考に製造ライン、器具備品の「殺菌」を取り入れていただければ幸いです。
今日は以上です。
さようなら!!!


コメント